



Screen printing on fabric: Custom t-shirt example
In the garment industry, it is common to use screen printing techniques. Although in theory, screen printing applies to all fabrics, it works best on natural fabrics in practice. The most ideal fabric is cotton.
Based on the used screen-printing presses, we can classify screen printing into different types. The 2 most common are,
- flat-bed screen printing — suitable for ready-made products like T-shirts with simple prints.
- rotary screen printing — suitable for entire rolls of fabric printing.
Either way, the basic process is the same. In other words, the above-mentioned 5 steps apply to screen printing on fabric.
Take our company’s cultural shirt for example.
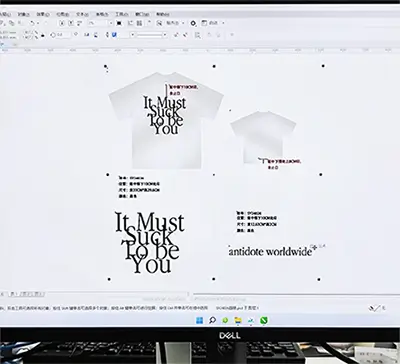
At first, we created several Jingsourcing logo designs. After getting the results of all colleagues’ preferences, we chose the following for silk screen logo printing.
![]()
With T-shirt samples bought from Hangzhou, Zhejiang Province, we started to find clothing manufacturers for screen printing. Thanks to the long-term cooperative relationship, we found some factories to do that, although our quantity is far less than their printing MOQ.
Before the start of printing, the factory created a printing mold (step 2 alike), then coated the emulsion and exposed it to light, and ink up (Steps 3, and 4).
It is worth mentioning that we did some tests on the two logo colors: white and orange, to see whether the ink color is OK. Once confirmed, start printing and then dry.
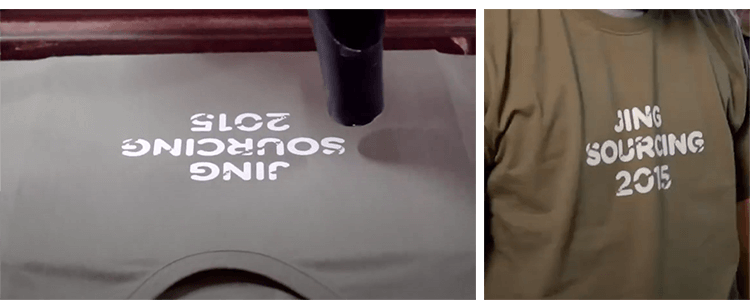
By screen printing, we customize T-shirts at a good price. Most importantly, these cultural T-shirts look just like the ones in malls, and our colleagues love wearing them.