There are many printing types on fabric and textiles. The most suitable fabric printing technique varies according to your needs, especially the fabric you choose and the design you want to create. You may wonder how to print on fabric professionally. Here I list different fabric printing techniques and methods.
Screen printing
Through the extrusion, the squeegee pushes the ink through the mesh of the pattern on the screen, penetrates into the fabric, and forms the same pattern on the fabric.
Each color of the pattern should make a screen frame and be printed one by one. Therefore, screen printing is not suitable for complex designs with multiple colors. The effect of printing patterns with simple colors is good.
In addition, making each screen frame will charge a fixed fee. It is suitable for a large order, such as more than 500 pieces, so that the printing cost on each product will be lower.

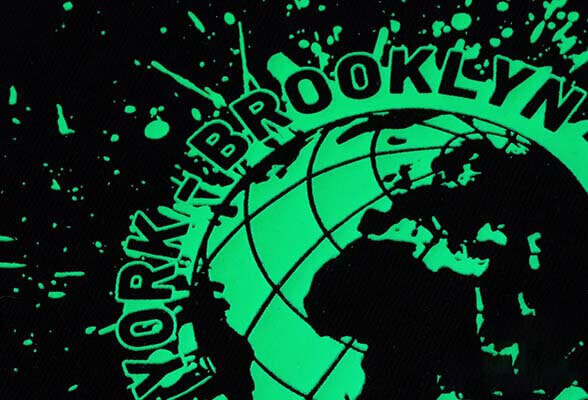
Adding special materials to the screen printing ink can print special patterns. For example, by adding reflective powder, the patterns on the fabric will reflect bright lights. Adding luminous powder, the printed pattern can store light in the bright and then glow in the dark.
-Screen-printing.jpg)
You may have heard of water-based printing and plastisol printing. Actually, they are two applications of screen printing.
Water-based printing
Water-based printing ink can gets absorbed by the fabric because the main component is water, just like dyeing the fabric. So the patterns touch like nothing is there! They are soft and breathable. Therefore, it is suitable for large areas of printing.
Water-based printing is widely used. It can print on almost all light-colored fabrics such as cotton, polyester, linen, etc. The color fastness is good, so the printed patterns are durable and can endure multiple washing. And the price is cheap. However, the coverage of the pattern is poor, so the effect of printing on dark fabrics is not good.


Plastisol printing
Plastisol printing uses dyes that cannot be absorbed by the fabric. So the printed part feels attached to the top of the fabric. It has a certain thickness and feels harder than other unprinted parts. It is not very breathable and can affect the original texture of the fabric, so it is more suitable for small-area printing, such as logos or small patterns.
It can restore the pattern very well and the printed colors are bright. Any color can be printed. What’s more, adding pearl powder, ultra-fine copper/aluminum/tin, and other metal powders can achieve special color and visual effects.


Plastisol printing is a supplement to water-based printing. Printing patterns of this method have good coverage. So it not only can print on light-colored fabrics but also on dark-colored fabrics, breaking the limitations of watermarks.
However, the plastisol printing pattern can crack, fall off, and fade after many times washing, which is related to the ink. If the ink is good, the patterns can last longer. In addition, plastisol printing is more complicated than water-based printing, so the cost is higher.
Digital printing
Digital printing (also called DTG/Direct Ink-Jet printing) is spraying the dye directly onto the textile to form the required pattern. It is just like the printer you see in the office, printing the ink directly to the paper. The operation is very simple. First, upload the pattern on the computer. Then insert the fabric, and you can start printing, as the following video shows.
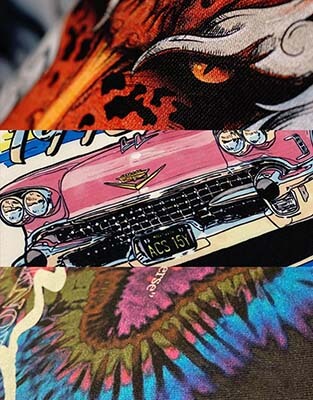
There is no limit to the number of colors, so it can print complex multi-color designs. Also, it can present different effects such as three-dimensional, gradient color, and old-fashioned. The pattern is clear and vivid. It can present high-quality printed patterns on any fabric, including light-colored and dark-colored cotton, polyester, nylon, polyester-cotton, silk, denim, etc.
The dye penetrates into the fiber and blends with the fabric, so the printed part feels the same as other parts. The printed parts are soft and breathable. Fixed at high temperatures, the printing has high color fastness and is not easy to fade.

Unlike screen printing, it does not need to make a plate before production, so there is no fixed plate-making fee. It is charged according to the printing area, and there is no MOQ (one piece can also be printed), which is very suitable for small orders and POD. But for mass production, it is very time-consuming and costly, not the best choice.
Sublimation printing
Sublimation first prints special dyes on the transfer paper, and then by heat and pressure, the dyes on the transfer paper change into gas and penetrate into the fabric to form a permanent pattern on the fabric.
As the ink gets absorbed into the textile, the printing patterns do not feel like it is an extra layer on top of the fabric. The printed parts and the rest of the fabric feel the same, and they are not easy to fade. Sublimation also has no restrictions on patterns, you can print any patterns and colors you want, and even multi-colors and gradients can be well expressed.

However, sublimation has great restrictions on fabrics, and now it can only be applied to polyester fabrics or fabrics containing more than 80% polyester, such as quick-drying T-shirts and shorts, sports towels, etc. It cannot be applied to pure cotton fabrics.
Heat transfer printing
Heat transfer printing is also done in 2 steps. First use ink to print the pattern on the special transfer paper, then heat it in the machine to transfer the pattern from the paper to the fabric.
But the difference is that there is glue on the transfer paper, which sticks the pattern to the fabric after heating and melting. So the printing feels like an extra layer on top of the fabric. So the air permeability is poor and is not suitable for large-area printing.
Heat transfer printing and sublimation printing is a little bit similar. Here is a video to help you better differentiate them.
Heat transfer printing is one of the most used methods in small batch printing. For example, many brands use it to print patterns on clothing. The colors are bright, the patterns are realistic, the production is fast, and the cost is low. But it should be noted that the quality of the ink and the thickness of the printing will directly affect the firmness and saturation of the color.
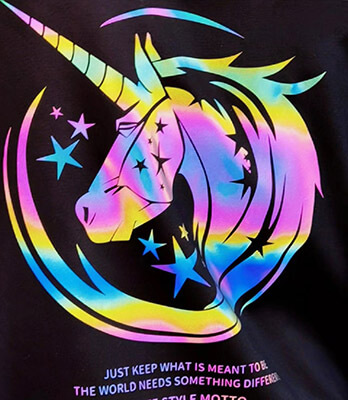
In addition, heat transfer printing can be used for many fabrics, such as cotton, polyester, knitted fabrics, non-woven fabrics, leather, luggage fabrics, etc. Moreover, it can also use different heat transfer films to print patterns first, and then transfer them to fabrics to achieve different effects, such as colorful reflective effects, laser effects, luminous effects, three-dimensional effects, etc. I will give specific examples in the following sections.

Roller printing
It engraves patterns on the roller and applies dye on the surface of the roller first. Then use a scraper to scrape off the dye of the unengraved part. When the roller is pressed over the fabric, the dye in the engraved parts is transferred to the fabric to form a pattern.
Each roller can only print one kind of color. If several rollers are installed on the printing equipment at the same time, a variety of colors can be printed. Moreover, very delicate lines can be engraved on the roller to get delicate patterns. And it can also print the entire fabric.
The printing speed of the machine can reach 70-100 meters per minute. Once the roller is prepared and the equipment is adjusted, it is generally no problem to print millions of yards of fabric. It is a fast mass-production method. But the preparation process is costly and time-consuming, making this method uneconomical for small orders.
There is also a printing technique that combines Roller printing and Sublimation printing. First, print the patterns on the transfer paper, and then print the pattern from the paper to the fabric at high temperatures. It can meet the mass production of various printings. The production speed is fast and the price is friendly.
Discharge printing
Print discharge ink (containing a reductant or oxidant) on the dyed fabric by screen printing. It can bleach the color away from the fabric to obtain white or other color patterns.
So it works well on dark textiles and gives it a soft hand feel. The patterns are clear and delicate, with good printing effects. However, after discharge printing, the fabric will have a peculiar smell and must be washed in water.

All of the above are printing methods for printing flat patterns on fabrics. If you want to print three-dimensional patterns, here are another 5 types of textile printing.
Flock printing
It first prints an adhesive on the textile by screen printing to form a pattern. Then adhere the flocking powder to the pattern by using the electrostatic field of a certain voltage.
This is the traditional flocking printing method. But as you can see in the video, it has to print the adhesive on the fabric and blow it dry repeatedly. So the cost is high and time-consuming.
Now it can achieve the effect of flocking simply by heat transfer, printing patterns on flocking heat transfer film, and removing it from the paper to the fabric. This is one of the most commonly used techniques for printing in the garment industry.
Flocking printing patterns have a strong three-dimensional sense and plush feeling. However, it is easy to fall off in frequent washing.

3D concave-convex printing
The printing pattern by this method also has a strong 3D effect. Generally, it is used to print text and logos. There are two ways to make concave-convex patterns.
First, use screen printing to print the pattern on the fabric. Then print a special liquid on the outline of the pattern to make it shrink and form a concave-convex effect under high-temperature steam.
Or you can first print a layer of Silica gel on the fabric, then put the fabric to be printed on it and use the concave-convex model to form a three-dimensional printing pattern by heat press. This method requires mold opening according to a specific design, so there is a plate-making fee. The price is determined by the number of plates.

Puff printing
Puff printing is developed on the basis of plastisol printing. It is to add a heat-activated foaming agent to the plastisol printing ink and print it on the fabric through screen printing. When the fabric is dried at a high temperature ( 200-300 °C), the ink will expand and puff upward to form a 3D pattern. The printed area is soft and is widely used in cotton and nylon textiles.

However, like plastisol printing, large-scale printing is not recommended, because of the poor air permeability. The 3D effect will slowly be flat after being washed many times.
Raised rubber printing
It is also based on plastisol printing. Through repeated printing more than 8 times by plastisol printing, it can achieve a prominent three-dimensional effect. But the cost is high, and the requirements for ink and workers are also high. Generally, small printing factories cannot do well. So it is not suitable for small-batch orders.
Another way is to print the desired pattern on the rubber transfer paper, and then print the pattern from the paper onto the fabric by heat press. It is an application of heat transfer printing. Compared with the previous method, the effect is better and there is no quantity requirement. It is suitable for letters, simple graphics, etc., and the production speed is fast.
JingSourcing provides various fabric printing services.
Some popular fabric printing techniques are listed above. It’s the fact that there are many different kinds of printing types. If you want to print patterns on fabrics but can’t choose which one to use, you can send us a picture.
We will help you analyze the pattern, recommend suitable printing techniques, contact the factory for production, and arrange a quality inspection and cargo transportation.
We are a Chinese leading sourcing company. We have helped lots of our clients print patterns on multiple textiles, such as T-shirts, sweaters, pants, hats, bags, and so on. Various printing methods are available. No matter how complex your pattern is, we can come up with the best printing solution based on our 10+ printing experience.
For example, one of our clients wanted to put an oil painting on hoodies only with embroidery. Many factories refused him before he came to us. Because embroidery couldn’t well reproduce the complex colors and make it like a real oil painting.
We contacted tens of factories but they also told us embroidery cannot make it, but only digital printing can show its rich colors. Our agent didn’t give up and negotiated a new method with the factory: embroider the basic pattern outline first and then print the complicated colors on it. Finally, we succeeded. The patterns are just as the client required.