Table des matières
- Qu'est-ce que le processus de moulage par injection ?
- Composants de moulage par injection dans le processus de moulage.
- Processus général de moulage par injection en 4 étapes.
- Processus de moulage par injection sur mesure.
- Processus de moulage par injection de plastique et partage de cas.
- Cycle du processus de moulage par injection et comment réduire le temps de cycle.
- Défauts courants dans le processus de moulage par injection (causes et remèdes).
Qu'est-ce que le processus de moulage par injection ?
Le moulage par injection est un moyen de produire des pièces en grande quantité. Ce processus nécessite une machine de moulage par injection et des matières premières telles que le plastique, le caoutchouc et le métal. Bien qu'il existe de nombreux types de moulage par injection, le processus général est pratiquement le même.
Le processus simple de moulage par injection consiste à introduire les matières premières dans la machine, à faire fondre les matériaux et à injecter la matière fondue dans le moule. Au final, les pièces refroidissent et se solidifient pour prendre la forme souhaitée.
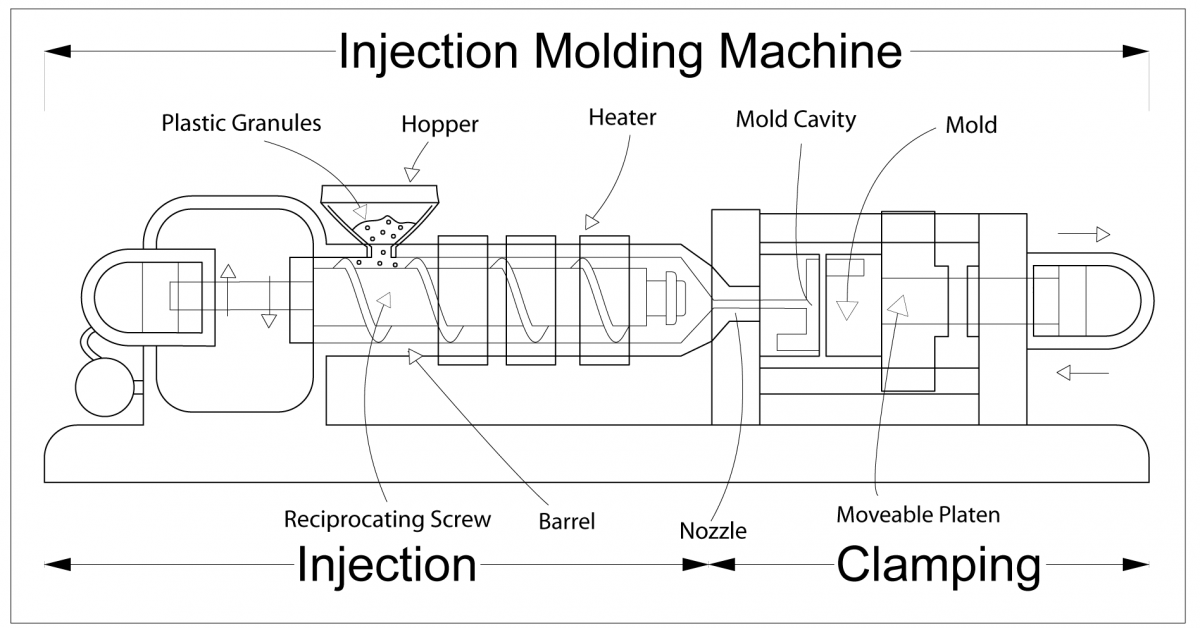
Avant d'apprendre le processus de moulage par injection étape par étape, je vais présenter les composants de la machine de moulage par injection impliqués dans le processus. Vous pourrez ainsi mieux comprendre le processus spécifique. Une machine de moulage par injection se compose principalement d'une unité de fermeture et d'une unité d'injection, comme indiqué ci-dessous.
Composants du moulage par injection dans le processus de moulage
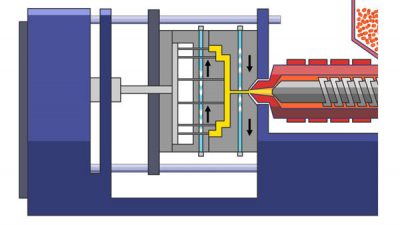
Unité d'injection
L'unité d'injection comprend une trémie, une vis à mouvement alternatif, un tonneau et un dispositif de chauffage. Elle est chargée de chauffer le matériau dans le tonneau après avoir placé les granulés de plastique dans la trémie, puis d'injecter le matériau fondu dans un moule par la buse au moyen d'une vis à mouvement alternatif. La vis ne se rétracte pas tant que la pièce dans le moule n'est pas solidifiée. Ensuite, la vis remplit le moule pour la prochaine injection.
Source : Wikipedia (en anglais)
Unité de serrage
Les pièces de serrage comprennent une buse, une cavité, un moule et un plateau mobile. La première étape du processus de moulage par injection est le bridage. En d'autres termes, il s'agit de fermer les deux moitiés du moule.
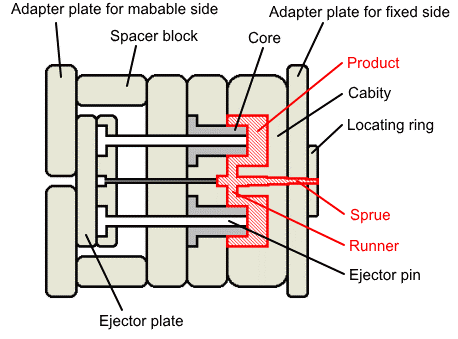
Les deux moitiés sont fixées à de grandes plaques sur les côtés mobile et fixe. Après un temps de refroidissement suffisant et une solidification de la pièce dans la forme souhaitée, le moule s'ouvre et éjecte la pièce.
Le moule se referme à nouveau et se remplit du matériau fondu injecté par la vis à mouvement alternatif.
Source : 3D SYSTEMS
Processus général de moulage par injection
1. Serrage
La première étape est également appelée "serrage", "fermeture du moule". Avant d'introduire les matières premières dans la machine de moulage par injection, les deux moitiés du moule sont fermées hermétiquement par une unité de fermeture. Elles resteront fermées jusqu'à ce que la pièce se solidifie et prenne la forme souhaitée.
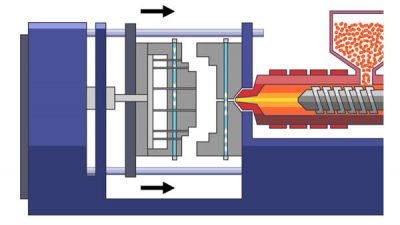
Les images (étapes 1 à 4) proviennent toutes de Aire Plastics.
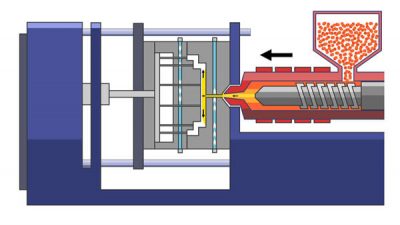
2. L'injection
L'unité d'injection injecte le matériau fondu dans le moule par l'intermédiaire d'un canal et le remplit. En même temps, l'air à l'intérieur s'échappe par des évents. Pendant tout ce processus, la chaleur et la pression sont très importantes.
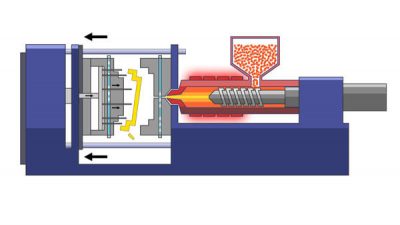
3. Refroidissement
Cette étape consiste à refroidir le matériau en fusion et à le solidifier pour obtenir la pièce souhaitée à l'intérieur du moule. Les concepteurs de moules ont conçu les lignes de refroidissement internes du moule. Le système de refroidissement est bien conçu car il détermine le temps de refroidissement, qui détermine directement la durée de l'ensemble du processus de fabrication.
4. L'éjection
Après un temps suffisant, le moule s'ouvre et le système d'éjection injecte la pièce entièrement refroidie hors du moule. Comme la pièce peut se rétracter et coller au moule, une force suffisante doit être injectée. Une fois l'éjection terminée, le moule est refermé et le processus de moulage par injection suivant commence.
Les quatre étapes présentées ci-dessus correspondent au processus général de moulage par injection. En fait, le processus de fabrication pratique peut être légèrement différent.
Par exemple, si vous fabriquez des pièces en répétant deux fois l'ensemble du processus ci-dessus, on parle de surmoulage. Ce type de processus de moulage par injection est également connu sous le nom de moulage en deux temps. Plus d'un composant est moulé couche après couche pour former une pièce solide à la fin.
Prenons l'exemple de la fabrication d'un étui pour iPhone.
Vous devez d'abord mouler une couche de plastique en quatre étapes, puis une couche de caoutchouc supérieure en quatre étapes également.

Le moulage par insertion est un autre type de procédé de moulage par injection courant. Il s'agit de placer des inserts dans le moule, puis de commencer le moulage par injection à partir des étapes 1 à 4 ci-dessus. Les inserts peuvent être des pièces non plastiques. Par exemple, lorsque vous produisez un connecteur de câble USB, la première chose à faire est de placer la pièce en fer dans le moule, puis de poursuivre les quatre étapes.
Les quatre étapes présentées ci-dessus correspondent au processus général de moulage par injection lorsque vous disposez de moules prêts à l'emploi, par exemple lorsque l'usine que vous avez choisie possède le moule exact dont vous avez besoin. Toutefois, si vous souhaitez fabriquer un produit totalement nouveau, le moulage par injection sur mesure sera un bon choix.
Processus de moulage par injection sur mesure
Le processus de moulage par injection sur mesure comprend une étape supplémentaire : la conception du moulage par injection par rapport au processus général de moulage par injection, qui est l'étape initiale avant que la machine de moulage par injection ne commence à fonctionner. Elle comprend la conception des pièces et la conception des moules. Une bonne conception des produits et des moules permet d'obtenir des produits de haute qualité. Sans elle, vous risquez de commettre des erreurs de traitement et de perdre beaucoup d'argent.
Conception de pièces injectées
Si vous souhaitez produire un nouveau type de pièce ou de produit, la première étape consiste à obtenir un dessin de la conception du produit. Si vous avez des photos du produit ou si vos concepteurs ont terminé les dessins de la conception du produit, cela ne peut pas être mieux.
Mais si vous n'avez qu'une idée et que vous n'avez pas de concepteurs fiables, vous devez demander à l'équipe de concepteurs professionnels de vous aider à visualiser vos pensées et vos idées.
Conception de moules d'injection
Une fois que vous connaissez le produit que vous souhaitez fabriquer, vous pouvez concevoir le moule. Comme nous savons qu'il faut retirer la pièce finie du moule après sa solidification, il faut concevoir la pièce en deux moitiés. Le moule doit être durable, c'est-à-dire qu'il doit être fabriqué en acier, en aluminium ou dans un autre matériau résistant.
En outre, la conception du moule n'est pas bon marché et sa réalisation peut prendre beaucoup de temps. Vous devez donc vous demander si le moulage par injection vous convient ou non.
Processus de moulage par injection plastique
Je mentionne uniquement le processus de moulage par injection de plastique parce qu'il s'agit de la méthode de fabrication la plus répandue et qu'il est également à l'origine de l'utilisation de la technologie de l'injection de plastique. moulage par injection. De nombreuses personnes considèrent le moulage par injection comme le moulage par injection de plastique. Son processus de moulage est le même que le processus général de moulage par injection, mais les matériaux sont différents. Les matériaux courants sont présentés ci-dessous. Pour plus d'informations sur les matériaux, veuillez lire l'article : Qu'est-ce que le moulage par injection ?.
- acrylique (PMMA)
- acrylonitrile butadiène styrène (ABS)
- nylon polyamide (PA)
- polycarbonate (PC)
- polyéthylène (PE)
- polyoxyméthylène (POM)
- polypropylène (PP)
- polystyrène (PS)
- élastomère thermoplastique (TPE)
- polyuréthane thermoplastique (TPU)
Partage de cas de moulage par injection de plastique sur mesure
Un de mes clients commande 500 000 tasses à thé en PET. Le client fournit une photo du produit. Nous trouver une usine fiable qui coopère avec nous depuis longtemps et termine la conception du moule. Lorsque le client estime que la conception est satisfaisante, nous commençons à concevoir et à fabriquer le nouveau moule et produisons des gobelets portant le logo désigné. Le coût du moule est d'environ $9 375. Le coût de la main-d'œuvre et des matériaux s'élève à environ $87 120. Le coût total s'élève à $96 495.
Note : Cette photo n'est pas le produit de notre client, elle sert uniquement de référence.

Cycle du processus de moulage par injection et comment réduire le temps de cycle
Le cycle de moulage par injection est l'ensemble du processus de moulage par injection. La durée du cycle de moulage par injection est assez courte et dépend de la puissance de la machine et de la taille de l'injection. Elle est généralement comprise entre 1 seconde et 2 minutes. Voici la formule du moulage par injection.
Formule de calcul du temps de cycle du moulage par injection
- T = td + ti + tc
- T : durée du cycle de moulage par injection
- td : temps intermédiaire
- ti : temps d'injection
- tc : temps de refroidissement
Temps intermédiaire
Temps intermédiaire = Temps de fermeture d'un moule + Temps d'ouverture d'un moule + Temps d'éjection de la pièce + Temps de mise en place du moule + Temps d'application de l'agent de séparation.
En outre, le temps d'ouverture d'un moule + le temps de fermeture d'un moule = Temps de cycle de séchage
Les améliorations apportées aux machines de moulage par injection réduisent le temps intermédiaire. Les pièces moulées peuvent se détacher d'elles-mêmes.
Temps d'injection
Il s'agit d'une formule de temps d'injection.
- TI*RI=CV
- TI : Temps d'injection
- RI : débit d'injection (cm3/sec)
- CV : Volume de la cavité (cm3)
Pour calculer le temps d'injection, il faut donc connaître le taux d'injection et le volume de la cavité. De nombreux facteurs peuvent influencer le taux d'injection, tels que le contrôle de la vitesse d'injection, les conditions de moulage, l'épaisseur de la paroi de la cavité, etc. Le taux d'injection est de 15-25cm3/sec par once (d'après la norme TORAY) à l'aide d'une machine d'injection à vis.
Vous pouvez estimer le volume en fonction de la taille du moule. Vous obtiendrez alors le temps d'injection approximatif.
Temps de refroidissement du moulage par injection
En général, le temps de refroidissement est le plus long du cycle de moulage par injection. De nombreux facteurs influencent le temps de refroidissement, comme indiqué ci-dessous.
- Matériau d'injection
- Conception du refroidissement des moules
- Matériau du moule
- Conception de la pièce : épaisseur de la paroi
Comment réduire le temps de moulage par injection
Comme le temps, c'est de l'argent, la réduction de cette partie permettra d'économiser de l'argent en fabriquant plus de pièces en moins de temps. Il est donc important de réduire le temps de moulage par injection et d'accélérer le processus de moulage.
1. Épaisseur plus faible de la paroi de la pièce moulée
Une paroi plus fine signifie moins de temps d'injection dans le cycle de moulage. En effet, la paroi épaisse a besoin de plus de temps pour fondre et remplir le moule.
2. Type de matériau
Les caractéristiques du matériau de moulage par injection peuvent avoir une incidence importante sur la durée du cycle d'injection. Certains matériaux ne se solidifient pas aussi rapidement que d'autres. Nous savons tous que le temps de refroidissement est la partie la plus longue, c'est pourquoi il peut être judicieux de réduire cette partie. Cela influencera directement la durée du cycle de moulage par injection.
3. Matériau du moule
Tout comme le matériau de moulage par injection, le matériau de moulage par injection influe également sur la durée du cycle de moulage. Bien que l'acier soit le matériau de moulage le plus courant, d'autres métaux hautement conducteurs, comme l'aluminium, sont utilisés comme inserts dans le moule pour absorber rapidement la chaleur de la pièce en cours de solidification.
4. Conception du refroidissement
Concevoir des lignes de refroidissement qui permettent à l'eau ou à l'air de circuler dans le moule en acier et de refroidir les produits moulés est un bon choix. De plus, pour minimiser le cycle de moulage, vous pouvez utiliser les lignes de refroidissement en modifiant les températures de l'eau, les débits ou le système de conception du refroidissement.
Dans l'ensemble, vous devez prendre en compte tous les facteurs permettant de maintenir le temps de cycle à un niveau bas. Cela signifie que vous pouvez produire plus de produits en moins de temps. En outre, l'estimation précise du temps de cycle de moulage vous aide à prévoir les délais de production et les coûts de moulage par injection.
Défauts de moulage par injection causés par le processus
Le processus de moulage par injection peut entraîner de nombreux défauts de moulage. Il est parfois possible d'éviter ces défauts en ajustant la pression ou la température de votre moule.
Lignes d'écoulement
Les lignes d'écoulement sont représentées ci-dessous. Les lignes d'écoulement présentent souvent un motif ondulé de couleur différente. Elles apparaissent généralement près de la porte du moule. Ce type de défaut peut être inacceptable s'il est détecté par le client.
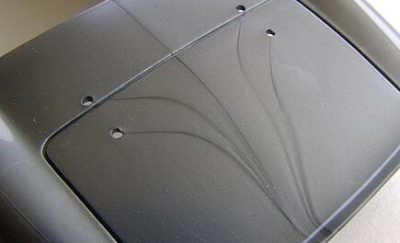
Source : Mécanismes créatifs
Causes
Le plastique fondu change de vitesse lorsqu'il change de direction ou traverse des parois de différentes épaisseurs, ce qui peut entraîner la solidification des lignes d'écoulement.
Remèdes
- Augmenter la pression, la température et la vitesse d'injection pour s'assurer que le matériau ne se solidifie pas avant que le moule ne soit plein.
- Essayez d'utiliser des angles plus arrondis lorsque vous concevez les moules afin d'éviter les changements de direction soudains qui ralentissent l'écoulement de la matière en fusion.
- Placez les portes du moule près de la paroi mince et laissez une certaine distance entre les deux portes lorsque vous concevez les moules.
- Fabriquer une buse d'injection plus grande afin d'augmenter le débit et d'éviter un refroidissement précoce.
Marques d'évier
Les marques d'évier sont illustrées ci-dessus. Elles apparaissent généralement à l'endroit le plus épais. L'effet ressemble à de l'érosion, mais il est plutôt dû au rétrécissement interne des produits.

Source : MOTS D'ORIENTATION
Causes
Lorsque le temps de refroidissement ou de durcissement de la pièce n'est pas suffisant, en particulier pour les sections épaisses, car un temps plus long est nécessaire dans cette situation, des marques d'enfoncement peuvent apparaître. En outre, la faible pression dans la cavité et la température trop élevée de la porte peuvent également être à l'origine de ces défauts.
Remèdes
Pression plus élevée, température plus basse et temps de refroidissement plus long pour permettre à la pièce de refroidir suffisamment. Concevoir des moules à paroi mince pour faciliter le refroidissement.
Vides dans le vide
Les pièces finies contiennent des bulles d'air. Si les petites et rares bulles ne nuisent pas à la qualité du produit, les grandes et nombreuses bulles affaiblissent la pièce dans une certaine mesure.
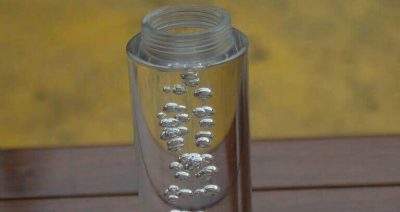
Source : écomoulage
Causes
La pression n'est pas assez élevée pour pousser l'air hors du moule. En outre, un refroidissement soudain de la surface de la pièce dans le moule, alors que la matière en fusion à l'intérieur est tirée vers l'extérieur dans cette situation, peut en être la cause. En règle générale, plus la paroi du produit est épaisse, plus les vides sont fréquents.
Remèdes
- Augmenter la pression pour faire sortir l'air.
- Concevoir le moule avec une épaisseur de paroi inférieure à 6 mm.
- Choisissez un matériau de moulage par injection à faible viscosité.
- Diminuer la température du moule.
- La porte du moule doit être bien conçue pour empêcher l'air d'y pénétrer.
Conclusion
Comme vous l'avez appris ci-dessus, le processus de moulage par injection est compliqué. Si vous devez fabriquer un nouveau moule, cela prendra du temps et sera coûteux. Dans le monde des affaires, il faut penser à tous les aspects du processus avant de développer un nouveau produit.
Si vous avez besoin de produits de moulage par injection, n'hésitez pas à nous contacter. nous contacter. En tant que meilleure société de sourcing en Chine, nous Jingsourcing peut vous proposer la conception de produits sur mesure, trouver des usines fiables proposant des prix compétitifs, assurer le suivi de la production, garantir des produits de haute qualité, expédier et livrer les produits à votre porte.
Laisser un commentaire