Índice
- ¿Qué es el proceso de moldeo por inyección?
- Componentes de moldeo por inyección en el proceso de moldeo.
- Proceso general de moldeo por inyección en 4 pasos.
- Proceso de moldeo por inyección a medida.
- Proceso de moldeo por inyección de plástico y compartición de casos.
- Ciclo del proceso de moldeo por inyección y cómo reducir el tiempo del ciclo.
- Defectos comunes en el proceso de moldeo por inyección (causas y solución).
¿Qué es el proceso de moldeo por inyección?
En moldeo por inyección proceso es una forma de producir piezas en grandes volúmenes. Este proceso necesita la máquina de moldeo por inyección, materias primas como plástico, caucho y metal. Aunque hay muchos tipos de moldeo por inyección, el proceso general es casi el mismo.
Y el sencillo proceso de moldeo por inyección consiste en introducir las materias primas en la máquina, fundir los materiales e inyectar el material fundido en el molde. Al final, las piezas se enfrían y solidifican en la forma que usted necesita.
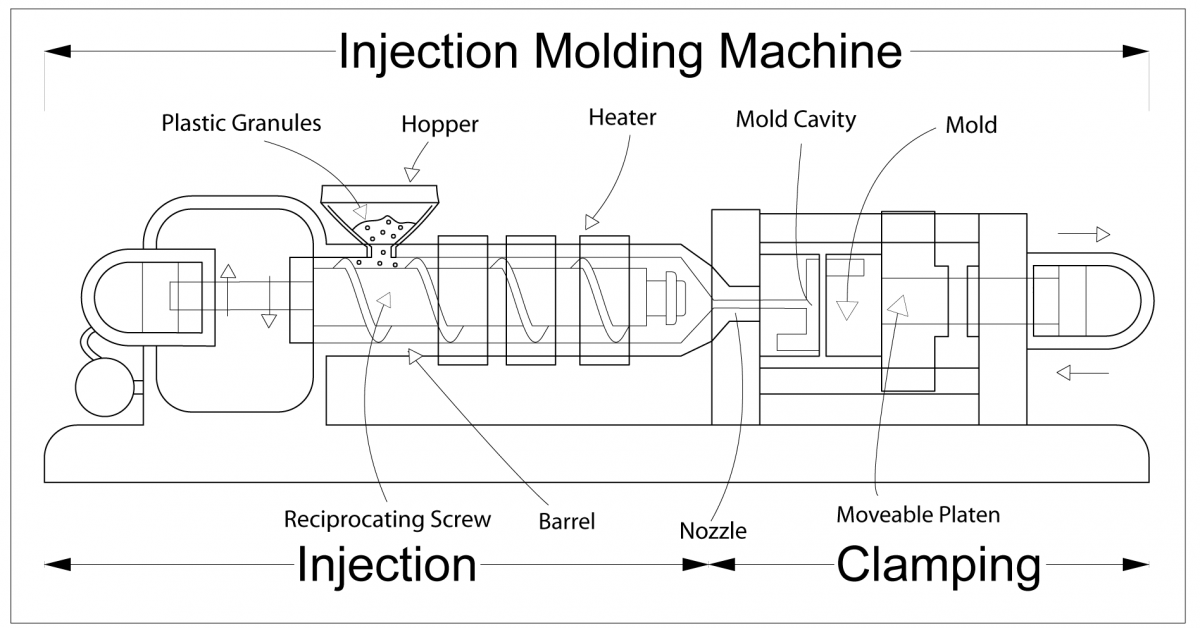
Antes de aprender el proceso de moldeo por inyección paso a paso, presentaré los componentes de la máquina de moldeo por inyección que intervienen en el proceso. Así podrá comprender mejor el proceso específico. Una máquina de moldeo por inyección se compone principalmente de la unidad de sujeción y la unidad de inyección, como se muestra a continuación.
Componentes de moldeo por inyección en el proceso de moldeo
Unidad de inyección
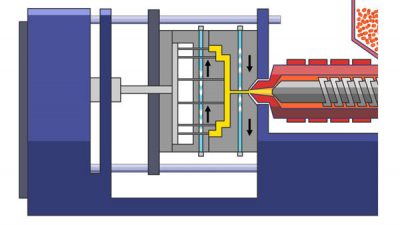
La unidad de inyección incluye una tolva, un tornillo alternativo, un barril y un calentador. Se encarga de calentar el material en el barril tras introducir los gránulos de plástico en la tolva y, a continuación, inyectar el material fundido en un molde a través de la boquilla mediante un tornillo alternativo. Y el tornillo no se retrae hasta que la pieza en el molde se solidifica. Después, el tornillo llena el molde para la siguiente inyección.
Fuente: Wikipedia
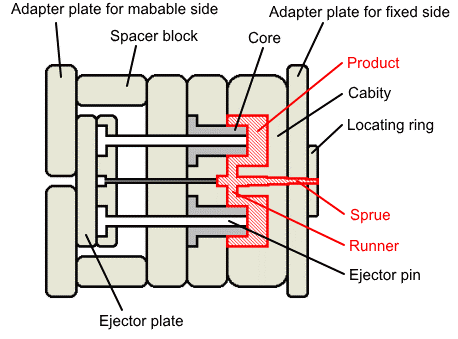
Unidad de sujeción
Las piezas de sujeción incluyen una boquilla, una cavidad, un molde y una platina móvil. Y el primer paso del proceso de moldeo por inyección es la sujeción. En otras palabras, cerrar las dos mitades del molde.
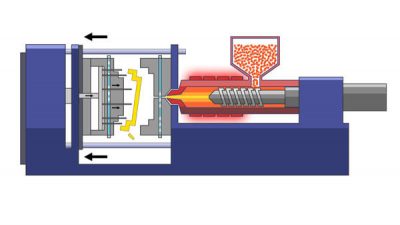
Ambas mitades se fijan a grandes placas en los lados móvil y fijo. Después de un tiempo de enfriamiento suficiente y de que la pieza se haya solidificado con la forma deseada, el molde se abre y expulsa la pieza fuera del molde.
De nuevo el molde se cierra y el molde se llena con el material fundido inyectado por el tornillo alternativo.
Fuente: SISTEMAS 3D
Proceso general de moldeo por inyección
1. Sujeción
También llamamos "cierre del molde" al primer paso. Antes de introducir las materias primas en la máquina de moldeo por inyección, las dos mitades del molde se cierran herméticamente mediante una unidad de cierre. Y se mantendrán cerradas hasta que la pieza se solidifique con la forma deseada.
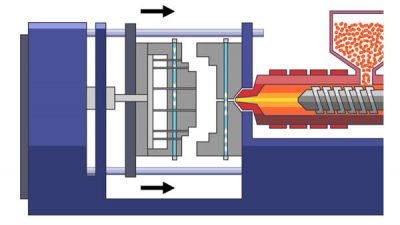
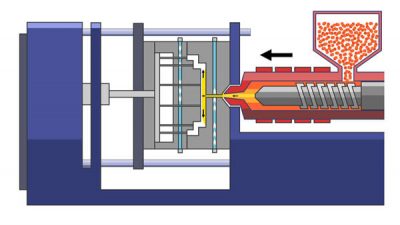
Las imágenes (pasos 1-4) proceden de Aire Plastics.
2. Inyección
La unidad de inyección inyecta el material fundido en el molde a través de un canal y lo llena. Al mismo tiempo, el aire del interior escapa por los respiraderos. Durante todo este proceso, el calor y la presión son muy importantes.
3. Refrigeración
En este paso, el material fundido se enfría y solidifica en la pieza deseada dentro del molde. Los diseñadores de moldes han diseñado las líneas de refrigeración internas del molde. Y el sistema de refrigeración está bien diseñado porque determina el tiempo de enfriamiento que decide directamente la duración de todo el proceso de fabricación.
4. Expulsión
Transcurrido el tiempo suficiente, el molde se abre y el sistema de expulsión inyecta la pieza totalmente enfriada fuera del molde. Dado que la pieza puede encogerse y pegarse al molde, es necesario inyectarle suficiente fuerza. Una vez finalizada la acción de expulsión, el molde se vuelve a cerrar y comienza el siguiente proceso de moldeo por inyección.
Los cuatro pasos mostrados anteriormente son el proceso general de moldeo por inyección. De hecho, el proceso de fabricación práctico puede ser un poco diferente.
Por ejemplo, si se fabrican piezas con dos veces todo el proceso anterior, se denomina sobremoldeo. Este tipo de proceso de moldeo por inyección también se conoce como moldeo de dos disparos. Como más de un componente se moldea capa tras capa para hacer una pieza sólida al final.
Tomemos como ejemplo la fabricación de una funda para iPhone.
En primer lugar, hay que moldear una capa de plástico en cuatro pasos y, a continuación, una capa superior de caucho también en cuatro pasos.

El moldeo por inserción es otro tipo común de proceso de moldeo por inyección. Se introducen insertos en el molde y, a continuación, se inicia el moldeo por inyección desde el paso 1 al 4 anteriores. Los insertos pueden ser cualquier pieza no plástica. Por ejemplo, cuando se produce un conector de cable USB, lo primero es poner la pieza de hierro en el molde, y luego seguir con los cuatro pasos.
Los cuatro pasos mostrados anteriormente son el proceso general de moldeo por inyección cuando usted tiene los moldes listos, por ejemplo, la fábrica que elija tiene el molde exacto que necesita. Sin embargo, si desea fabricar un producto totalmente nuevo, el moldeo por inyección a medida será una buena opción.
Proceso de moldeo por inyección a medida
El proceso de moldeo por inyección a medida incluye un paso más: el diseño del moldeo por inyección, que se complementa con el proceso de moldeo por inyección general, que es el paso inicial antes de que la máquina de moldeo por inyección empiece a trabajar. Consiste en el diseño de la pieza y el diseño del molde. Ya que un buen diseño de productos y moldes puede proporcionarle productos de alta calidad. Sin él, puede cometer errores de procesamiento y perder mucho dinero.
Diseño de piezas de inyección
Si quiere fabricar un nuevo tipo de pieza o producto, el primer paso es obtener un dibujo del diseño del producto. Si tiene fotos del producto o sus diseñadores han terminado los planos del diseño del producto, mejor que mejor.
Pero si sólo tienes una idea y no cuentas con diseñadores de confianza, tienes que pedir ayuda al equipo de diseñadores profesionales para visualizar tus pensamientos e ideas.
Diseño de moldes de inyección
Una vez que conozca el producto que desea fabricar, podrá diseñar el molde. Como sabemos que hay que sacar la pieza acabada del molde después de que se solidifique, hay que diseñar la pieza en dos mitades. Y el molde debe ser duradero, por lo que el material del molde debe ser acero, aluminio y otro resistente.
Además, el diseño del molde no es tan barato, y puede llevar mucho tiempo terminarlo. Así que debe plantearse si el moldeo por inyección le conviene o no.
Proceso de moldeo por inyección de plástico
Menciono únicamente el proceso de moldeo por inyección de plásticos porque es el método de fabricación más utilizado y también el origen de la moldeo por inyección. Muchas personas consideran que el moldeo por inyección es el moldeo por inyección de plásticos. Su proceso de moldeo es el mismo que el proceso de moldeo por inyección general, pero los materiales. Los materiales comunes se muestran a continuación. Para más información sobre los materiales, por favor lea el post: qué es el moldeo por inyección.
- acrílico (PMMA)
- acrilonitrilo butadieno estireno (ABS)
- nylon poliamida (PA)
- policarbonato (PC)
- polietileno (PE)
- polioximetileno (POM)
- polipropileno (PP)
- poliestireno (PS)
- elastómero termoplástico (TPE)
- poliuretano termoplástico (TPU)
Reparto de cajas de inyección de plástico a medida
Uno de mis clientes encarga 500.000 unidades de tazas de té de PET para leche. El cliente nos ofrece una foto del producto. Nosotros encontrar una fábrica fiable que tiene una cooperación a largo plazo con nosotros y terminar el diseño del molde. Después de que el cliente considere que el diseño está bien, empezamos a diseñar y fabricar el nuevo molde y a producir tazas con el logotipo designado. El coste del molde es de aproximadamente $9.375. La mano de obra y el material cuestan unos 1.487.120 euros. El coste total es de $96.495.
Nota: Esta foto no es el producto de nuestro cliente, sólo para referencia.

Ciclo del proceso de moldeo por inyección y cómo reducir la duración del ciclo
El ciclo de moldeo por inyección es todo el proceso de moldeo por inyección. El tiempo del ciclo de moldeo por inyección es bastante corto y depende de la potencia de la máquina y del tamaño de la inyección, normalmente entre 1 y 2 minutos. Esta es la fórmula del moldeo por inyección.
Fórmula del tiempo de ciclo de moldeo por inyección
- T = td + ti + tc
- T: tiempo del ciclo de moldeo por inyección
- td: tiempo intermedio
- ti: tiempo de inyección
- tc: tiempo de enfriamiento
Tiempo intermedio
Tiempo intermedio = Tiempo para cerrar un molde+Tiempo para abrir un molde + Tiempo para expulsar la pieza + Tiempo para colocar el molde + Tiempo para aplicar el agente de separación.
Además, Tiempo para abrir un molde + Tiempo para cerrar un molde = Tiempo del ciclo de secado
Las mejoras en la maquinaria de moldeo por inyección acortan el tiempo intermedio. Y las piezas moldeadas pueden desmoldearse solas.
Tiempo de inyección
Se trata de una fórmula de tiempo de inyección.
- TI*RI=CV
- TI: Tiempo de inyección
- RI: Velocidad de inyección (cm3/seg)
- CV: Volumen de la cavidad (cm3)
Para calcular el tiempo de inyección, es necesario conocer la velocidad de inyección y el volumen de la cavidad. Hay muchos factores que pueden influir en la velocidad de inyección, como los controles de velocidad de inyección, las condiciones de moldeo, el grosor de la pared de la cavidad, etc. Y la velocidad de inyección es de 15-25 cm3/seg por onza (según el fabricante). Y la tasa de inyección es de 15-25cm3/seg por onza( de acuerdo con TORAY) utilizando la máquina de inyección de tornillos.
Puedes estimar el volumen por el tamaño del molde. Entonces obtendrás el tiempo aproximado de inyección.
Tiempo de enfriamiento del moldeo por inyección
Generalmente, el tiempo de enfriamiento es el más largo del ciclo de moldeo por inyección. Y muchos factores afectan el tiempo de enfriamiento como abajo.
- Material de inyección
- Diseño de refrigeración de moldes
- Material del molde
- Diseño de la pieza: espesor de la pared
Cómo reducir el tiempo de moldeo por inyección
Puesto que el tiempo es dinero, reducir esta parte ahorrará dinero al fabricar más piezas con menos tiempo. Así que es importante reducir el tiempo de moldeo por inyección y acelerar el proceso de moldeo.
1. Menor grosor de la pared de la pieza moldeada
Una pared más fina significa menos tiempo de inyección en el ciclo de moldeo. Porque la gruesa necesita más tiempo para fundirse y llenar el molde.
2. Tipo de material
Las características del material de moldeo por inyección pueden afectar de forma importante al tiempo del ciclo de inyección. Algunos materiales no se solidifican tan rápido como otros. Todos sabemos que el tiempo de enfriamiento es la parte más larga, por lo que reducir esta parte puede ser una buena elección. E influirá directamente en el tiempo del ciclo de moldeo por inyección.
3. Material del molde
Al igual que el material de moldeo por inyección, el material del molde también influye en la duración del ciclo de moldeo. Aunque el acero es el material común del molde, otros metales altamente conductores como el aluminio se utilizan como insertos dentro del molde para absorber rápidamente el calor de la pieza en solidificación.
4. Diseño de refrigeración
El diseño de las líneas de refrigeración que permiten que el agua o el aire corran a través del molde de acero enfriando los productos moldeados es una buena opción. Es más, para minimizar el ciclo de moldeo, puede utilizar las líneas de refrigeración cambiando las temperaturas del agua, los caudales o el sistema de diseño de refrigeración.
En definitiva, debe tener en cuenta todos los factores para mantener un tiempo de ciclo bajo. Esto significa que puede fabricar más productos en menos tiempo. Además, la estimación precisa del tiempo de ciclo de moldeo le ayuda a predecir los plazos de producción y los costes del moldeo por inyección.
Defectos de moldeo por inyección causados en el proceso
Puede haber muchos defectos de moldeo durante el proceso de moldeo por inyección. A veces puede evitar los defectos ajustando la presión o la temperatura de su molde.
Líneas de flujo
Las líneas de flujo se muestran a continuación. Y las líneas de flujo a menudo tienen un patrón ondulado en un color diferente. Generalmente aparecen cerca de la puerta del molde. Este tipo de defecto puede ser inaceptable si el cliente lo encuentra.
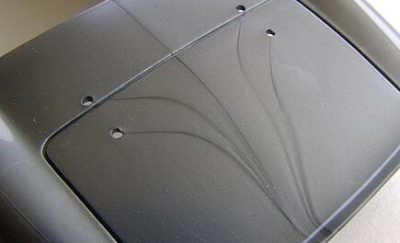
Fuente: mecanismos creativos
Causas
El plástico fundido cambia su velocidad cuando cambia de dirección o fluye a través de diferentes espesores de pared puede provocar que las líneas de flujo una vez solidificadas.
Remedios
- Aumente la presión, la temperatura y la velocidad de inyección para asegurarse de que el material no se solidifica antes de que el molde esté lleno.
- Intente utilizar esquinas más redondeadas cuando diseñe los moldes para evitar los cambios bruscos de dirección que ralentizan el flujo del material fundido.
- Ubique las compuertas del molde cerca de la pared delgada y deje cierta distancia para dos compuertas cuando diseñe los moldes.
- Hacer una boquilla de inyección más grande para aumentar el caudal y evitar el enfriamiento prematuro.
Marcas de hundimiento
Las marcas de hundimiento se muestran arriba. Suelen aparecer en el lugar más grueso. El efecto parece erosión, pero se debe a la contracción interna de los productos.

Fuente: TOPWORKS
Causas
Cuando no hay suficiente tiempo de enfriamiento o de curado de la pieza, especialmente en las secciones gruesas, ya que se necesita más tiempo en esa situación, pueden aparecer las marcas de hundimiento. Por otra parte, la baja presión de la cavidad y la temperatura de la puerta demasiado alta también pueden ser las causas de los defectos.
Remedios
Mayor presión, menor temperatura y mayor tiempo de enfriamiento para permitir que la pieza se enfríe lo suficiente. Diseñe moldes con una pared fina para facilitar el enfriamiento.
Vacíos
Hay burbujas de aire en las piezas acabadas. Aunque las pequeñas y escasas no afectan a la calidad del producto, las grandes y numerosas debilitan la pieza en cierta medida.
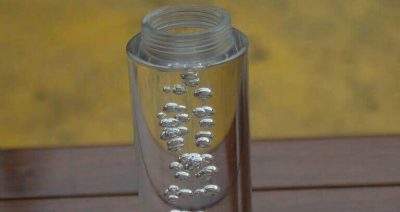
Fuente: ecomoldeo
Causas
La presión no es lo suficientemente alta como para expulsar el aire del molde. Además, un enfriamiento repentino de la superficie de la pieza en el molde, mientras que el material fundido en el interior es empujado hacia el exterior en esta situación puede ser una causa. Por lo general, cuanto más gruesa sea la pared del producto, más fácilmente se producirán vacíos.
Remedios
- Aumente la presión para forzar la salida del aire.
- Diseñe el molde con un grosor de pared inferior a 6 mm.
- Elija el material de moldeo por inyección con una característica de baja viscosidad.
- Bajar la temperatura del molde.
- La compuerta del molde debe estar bien diseñada para impedir la entrada de aire.
Conclusión
Como ha aprendido anteriormente, el proceso de moldeo por inyección es complicado. si necesita hacer un molde nuevo, le llevará mucho tiempo y será costoso. En un negocio real, debe pensar en todos los aspectos del proceso antes de desarrollar un nuevo producto.
Si necesita cualquier producto de moldeo por inyección, por favor Contacto. Como la mejor empresa de aprovisionamiento de China, nosotros Jingsourcing puede ofrecerle el diseño de productos personalizados, encontrar fábricas fiables con precios competitivos, hacer un seguimiento de la producción, garantizar productos de alta calidad, enviar y entregar los productos a su puerta.
Deja un comentario