جدول المحتويات
ما هي عملية القولبة بالحقن؟
إن القولبة بالحقن العملية هي طريقة لـ إنتاج أجزاء بأحجام كبيرة. تحتاج هذه العملية إلى ماكينة القولبة بالحقن والمواد الخام مثل البلاستيك والمطاط والمعدن. على الرغم من وجود العديد من أنواع القولبة بالحقن، إلا أن العملية العامة هي نفسها تقريبًا.
وتتمثل عملية القولبة بالحقن البسيطة في وضع المواد الخام في الماكينة وصهر المواد وحقن المادة المنصهرة في القالب. وفي النهاية، تبرد الأجزاء وتتصلب في الشكل الذي تحتاجه.
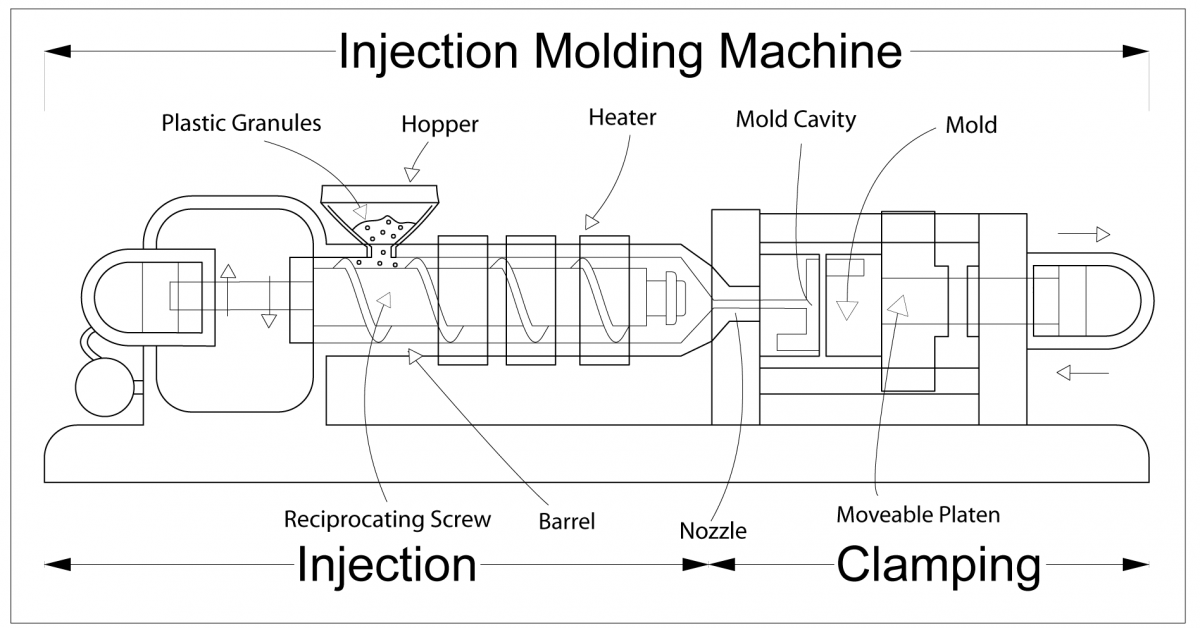
قبل أن نتعلم عملية القولبة بالحقن خطوة بخطوة، سوف أعرض مكونات ماكينة القولبة بالحقن المشاركة في العملية. حتى تتمكن من فهم العملية المحددة بشكل أفضل. تتكون آلة التشكيل بالحقن بشكل أساسي من وحدة التثبيت ووحدة الحقن، كما هو موضح أدناه.
حقن مكونات القولبة بالحقن في عملية التشكيل
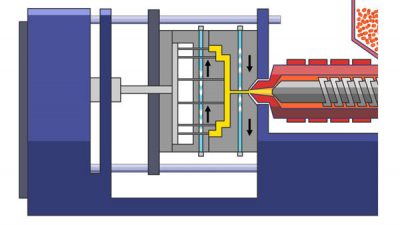
وحدة الحقن
تشتمل وحدة الحقن على قادوس وبرغي تبادلي وبرميل وسخان. وهي مسؤولة عن تسخين المادة في البرميل بعد وضع الحبيبات البلاستيكية في القادوس ثم حقن المادة المنصهرة في قالب من خلال فوهة بواسطة برغي ترددي. ولن يتراجع البرغي حتى يتصلب الجزء الموجود في القالب. بعد ذلك، يملأ البرغي القالب للقطعة التالية.
المصدر: ويكيبيديا
وحدة التثبيت
تتضمن أجزاء التثبيت فوهة وتجويفًا وقالبًا وصفيحة متحركة. والخطوة الأولى في عملية التشكيل بالحقن هي التثبيت. وبعبارة أخرى، إغلاق نصفي القالب.
يتم تثبيت كلا النصفين على ألواح كبيرة في الجانبين المتحرك والثابت. بعد مرور وقت تبريد كافٍ وتصلب الجزء بالشكل الذي تريده، يفتح القالب ويخرج الجزء من القالب.
مرة أخرى يغلق القالب ويمتلئ القالب بالمادة المنصهرة المحقونة بواسطة البرغي الترددي.
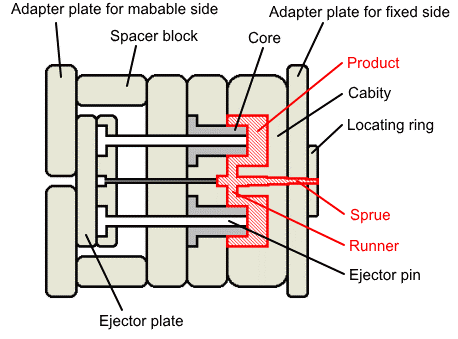
المصدر: الأنظمة ثلاثية الأبعاد
عملية القولبة بالحقن العامة
1. التثبيت
نطلق أيضًا على الخطوة الأولى "التثبيت"، "إغلاق القالب". قبل وضع المواد الخام في ماكينة القولبة بالحقن، يتم إغلاق نصفي القالب معًا بإحكام بواسطة وحدة التثبيت. ويظلان مغلقين حتى يتصلب الجزء بالشكل الذي تريده.
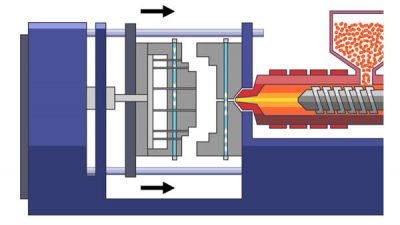
الصور (الخطوة 1-4) كلها من أير بلاستيك.
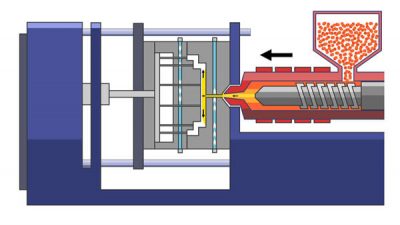
2. الحقن
تقوم وحدة الحقن بحقن المادة الذائبة في القالب من خلال عداء وتملأه. وفي نفس الوقت يخرج الهواء من الداخل من خلال فتحات التهوية. خلال هذه العملية برمتها، تكون الحرارة والضغط مهمين للغاية.
3. التبريد
تتضمن هذه الخطوة تبريد المادة المنصهرة وتصلبها إلى الجزء الذي تريده داخل القالب. حيث قام مصممو القوالب بتصميم خطوط التبريد الداخلية للقالب. ويتم تصميم نظام التبريد بشكل جيد لأنه يحدد وقت التبريد الذي يقرر بشكل مباشر طول عملية التصنيع بأكملها.
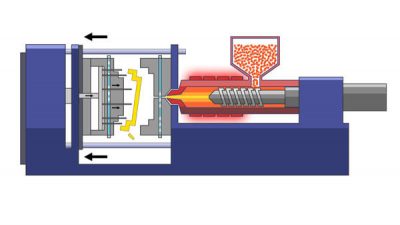
4. الطرد
بعد وقت كافٍ، يفتح القالب، ويقوم نظام الطرد بحقن الجزء المبرد بالكامل خارج القالب. نظرًا لأن الجزء قد يتقلص ويلتصق بالقالب، يجب حقن قوة كافية في القالب. وبمجرد الانتهاء من عملية الطرد، يتم إغلاق القالب مرة أخرى، وتبدأ عملية القولبة بالحقن التالية.
الخطوات الأربع الموضحة أعلاه هي عملية التشكيل بالحقن العامة. في الواقع، قد تكون عملية التصنيع العملية مختلفة قليلاً.
على سبيل المثال، إذا قمت بتصنيع الأجزاء بمرتين من العملية بأكملها أعلاه، فإنها تسمى التشكيل الزائد. ويُعرف هذا النوع من عملية القولبة بالقالب الزائد أيضًا باسم القولبة ثنائية الطلقات. حيث يتم صب أكثر من مكون واحد طبقة بعد طبقة لصنع جزء صلب في النهاية.
لنأخذ تصنيع حافظة iPhone على سبيل المثال.
تحتاج إلى قولبة طبقة بلاستيكية في أربع خطوات أولاً، ثم طبقة مطاطية علوية في أربع خطوات أيضاً.

القولبة بالإدخال هي نوع آخر شائع من عمليات القولبة بالحقن. ضع الإدخالات في القالب، ثم ابدأ القولبة بالحقن من الخطوة 1 إلى 4 أعلاه. يمكن أن تكون الإدخالات أي أجزاء غير بلاستيكية. على سبيل المثال، عندما تنتج موصل كابل USB، فإن أول شيء هو وضع الجزء الحديدي في القالب، ثم الاستمرار في الخطوات الأربع.
الخطوات الأربع الموضحة أعلاه هي عملية القولبة بالحقن العامة عندما يكون لديك القوالب الجاهزة، على سبيل المثال، المصنع الذي تختاره لديه القالب الذي تحتاجه بالضبط. ومع ذلك، إذا كنت ترغب في إنتاج منتج جديد تمامًا، فإن القولبة بالحقن المخصصة ستكون خيارًا جيدًا.
عملية قولبة الحقن بالحقن حسب الطلب
تتضمن عملية التشكيل بالحقن المخصص خطوة أخرى: تصميم القوالب بالحقن مقارنة بعملية التشكيل بالحقن العامة، وهي الخطوة الأولية قبل أن تبدأ ماكينة التشكيل بالحقن في العمل. وتتكون من تصميم الجزء وتصميم القالب. نظرًا لأن التصميم الجيد للمنتجات والقوالب يمكن أن يوفر لك منتجات عالية الجودة. وبدون ذلك، قد ترتكب أخطاء في المعالجة وتخسر الكثير من المال.
تصميم جزء الحقن
إذا كنت ترغب في إنتاج نوع جديد من الأجزاء أو المنتجات، فإن الخطوة الأولى هي الحصول على رسم لتصميم المنتج. إذا كان لديك صور للمنتج أو انتهى المصممون لديك من رسومات تصميم المنتج، فلا يمكن أن يكون ذلك أفضل من ذلك.
ولكن إذا لم يكن لديك سوى فكرة وليس لديك مصممين موثوقين، فعليك أن تطلب من فريق المصممين المحترفين مساعدتك في تصور أفكارك وأفكارك.
تصميم قوالب الحقن
بعد أن تعرف المنتج الذي تريد إنتاجه، يمكنك بعد ذلك تصميم القالب. كما نعلم أنه يجب عليك إخراج الجزء النهائي من القالب بعد أن يتجمد، يجب عليك تصميم الجزء في نصفين. ويجب أن يكون القالب متينًا، لذا يجب أن تكون مادة القالب من الفولاذ أو الألومنيوم أو مادة أخرى قوية.
وعلاوة على ذلك، فإن تصميم القالب ليس رخيصًا، وقد يستغرق وقتًا طويلاً للانتهاء منه. لذلك عليك أن تفكر فيما إذا كان القولبة بالحقن مناسبة لك أم لا.
عملية قولبة حقن البلاستيك
أذكر عملية حقن صب البلاستيك بالحقن وحدها لأنها طريقة التصنيع الأكثر استخدامًا على نطاق واسع وأيضًا أصل القولبة بالحقن. يعتبر الكثير من الناس أن القولبة بالحقن هي قولبة حقن البلاستيك. عملية التشكيل هي نفس عملية التشكيل بالحقن العامة ولكن المواد. المواد الشائعة موضحة أدناه. لمزيد من المعلومات عن المواد، يرجى قراءة المنشور: ما هو القولبة بالحقن.
- أكريليك (PMMA)
- أكريلونيتريل بوتادين ستايرين (ABS)
- بولي أميد النايلون (PA)
- البولي كربونات (PC)
- البولي إيثيلين (PE)
- بولي أوكسي ميثيلين (POM)
- البولي بروبلين (PP)
- البوليسترين (PS)
- اللدائن البلاستيكية الحرارية (TPE)
- بولي يوريثان لدن بالحرارة (TPU)
مشاركة حالة صب البلاستيك بالحقن بالحقن البلاستيكي المخصص
طلب أحد عملائي 500000 قطعة من أكواب الشاي بالحليب PET. يقدم العميل صورة للمنتج. نحن العثور على مصنع موثوق التي لديها تعاون طويل الأمد معنا وإنهاء تصميم القالب. بعد أن يعتقد العميل أن التصميم على ما يرام، نبدأ في تصميم وصنع القالب الجديد وإنتاج الأكواب بالشعار المحدد. وتبلغ تكلفة القالب حوالي $9,375. وتبلغ تكلفة العمالة والمواد حوالي $87،120. وتبلغ التكلفة الإجمالية $96,495T.
ملاحظة: هذه الصورة ليست منتج عميلنا، فقط كمرجع.

دورة عملية القولبة بالحقن وكيفية تقليل زمن الدورة
دورة القولبة بالحقن هي عملية القولبة بالحقن بأكملها. وقت دورة القولبة بالحقن قصير جدًا ويعتمد على قوة الماكينة وحجم الحقنة، وعادة ما يتراوح بين 1 ثانية و 2 دقيقة. فيما يلي صيغة القولبة بالحقن.
معادلة زمن دورة قولبة الحقن بالحقن
- T = td + ti + tc
- T: زمن دورة القولبة بالحقن
- td: الوقت الوسيط
- ti: وقت الحقن
- tc: زمن التبريد
الوقت المتوسط
الوقت الوسيط = الوقت اللازم لإغلاق القالب + الوقت اللازم لفتح القالب + الوقت اللازم لإخراج الجزء + الوقت اللازم لوضع القالب + الوقت اللازم لتطبيق عامل التقسيم.
بالإضافة إلى ذلك، وقت فتح القالب + وقت إغلاق القالب = وقت الدورة الجافة
تعمل التحسينات في ماكينات القولبة بالحقن على تقصير الوقت الوسيط. ويمكن أن تتحرر الأجزاء المقولبة من تلقاء نفسها.
وقت الحقن
هذه صيغة وقت الحقن.
- TI*RI=CV
- TI: وقت الحقن
- RI: معدل الحقن (سم3/ثانية)
- السيرة الذاتية: حجم التجويف (سم3)
لذلك إذا كنت تريد حساب وقت الحقن، فأنت بحاجة إلى معرفة معدل الحقن وحجم التجويف. في حين أن العديد من العوامل قد تؤثر على معدل الحقن مثل عناصر التحكم في سرعة الحقن، وظروف التشكيل، وسُمك جدار التجويف، وما إلى ذلك. ومعدل الحقن هو 15-25 سم3/ثانية لكل أونصة (وفقًا لـ توراي) باستخدام ماكينة الحقن اللولبية.
يمكنك تقدير الحجم حسب حجم القالب. ثم ستحصل على وقت الحقن التقريبي.
وقت تبريد القوالب بالحقن بالحقن
بشكل عام، وقت التبريد هو الأطول في وقت دورة القولبة بالحقن. وتؤثر العديد من العوامل على وقت التبريد على النحو التالي.
- مادة الحقن
- تصميم تبريد القالب
- مادة القالب
- تصميم الجزء: سمك الجدار
كيفية تقليل وقت القولبة بالحقن
نظرًا لأن الوقت هو المال، فإن تقليل هذا الجزء سيوفر المال عن طريق تصنيع المزيد من الأجزاء بوقت أقل. لذلك من المهم تقليل وقت التشكيل بالحقن وتسريع عملية التشكيل.
1. سمك جدار أرق للجزء المقولب
الجدار السميك يعني وقت حقن أقل في وقت دورة التشكيل. لأن السميك يحتاج إلى وقت أطول للذوبان وملء القالب.
2. نوع المادة
يمكن لخصائص مادة القولبة بالحقن أن تؤثر بشكل مهم على زمن دورة الحقن. بعض المواد لا تتصلب بسرعة مثل غيرها. نعلم جميعًا أن وقت التبريد هو الجزء الأطول، لذا فإن تقليل هذا الجزء يمكن أن يكون خيارًا جيدًا. وسوف يؤثر بشكل مباشر على وقت دورة القولبة بالحقن.
3. مادة القالب
مثل مادة التشكيل بالحقن، تؤثر مادة قالب التشكيل بالحقن أيضًا على وقت دورة التشكيل. على الرغم من أن الفولاذ هو مادة القالب الشائعة، إلا أنه سيتم استخدام معادن أخرى عالية التوصيل مثل الألومنيوم كإدراج داخل القالب لأخذ الحرارة بسرعة من الجزء المتصلب.
4. تصميم التبريد
يُعد تصميم خطوط التبريد التي تسمح بمرور الماء أو الهواء عبر القالب الفولاذي لتبريد المنتجات المقولبة خيارًا جيدًا. والأكثر من ذلك، لتقليل دورة الصب إلى الحد الأدنى، يمكنك استخدام خطوط التبريد عن طريق تغيير درجات حرارة الماء أو معدلات التدفق أو نظام تصميم التبريد.
بشكل عام، تحتاج إلى مراعاة جميع عوامل الحفاظ على انخفاض زمن الدورة. وهذا يعني أنه يمكنك إنتاج المزيد من المنتجات في وقت أقل. وعلاوة على ذلك، يساعدك التقدير الدقيق لوقت دورة القولبة على التنبؤ بالجداول الزمنية للإنتاج وتكاليف القولبة بالحقن.
عيوب القولبة بالحقن التي تحدث في العملية
يمكن أن يكون هناك الكثير من عيوب القوالب أثناء عملية القولبة بالحقن. في بعض الأحيان يمكنك تجنب العيوب عن طريق ضبط ضغط أو درجة حرارة القالب.
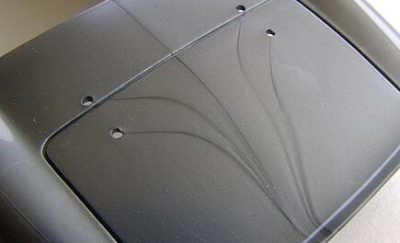
خطوط التدفق
تظهر خطوط التدفق كما هو موضح أدناه. وغالبًا ما يكون لخطوط التدفق نمط متموج بلون مختلف. وتظهر بشكل عام بالقرب من بوابة القالب. قد يكون هذا النوع من العيوب غير مقبول إذا وجده العميل.
المصدر: الآليات الإبداعية
الأسباب
قد يتسبب البلاستيك المنصهر في تغيير سرعته عندما يغير اتجاهه أو يتدفق عبر سماكات مختلفة للجدار في تصلب خطوط التدفق بمجرد أن يتصلب.
العلاجات
- قم بزيادة الضغط ودرجة الحرارة وسرعة الحقن للتأكد من عدم تصلب المادة قبل امتلاء القالب.
- حاول استخدام المزيد من الزوايا الدائرية عند تصميم القوالب لتجنب التغييرات المفاجئة في الاتجاه التي تبطئ من تدفق المادة المنصهرة.
- حدد موقع بوابات القالب بالقرب من الجدار الرقيق واترك بعض المسافة لبوابتين عند تصميم القوالب.
- اصنع فوهة حقن أكبر لرفع معدل التدفق وتجنب التبريد المبكر.
علامات الحوض
تظهر علامات البالوعة أعلاه. تظهر عادةً في المكان السميك. يبدو التأثير مثل التآكل ولكنه ناتج عن الانكماش الداخلي للمنتجات بدلاً من ذلك.

المصدر: توب ووركس
الأسباب
عندما لا يكون هناك وقت تبريد أو وقت معالجة كافٍ للجزء، خاصةً الأجزاء السميكة حيث يلزم وقت أطول في هذه الحالة، قد تظهر علامات الحوض. وعلاوة على ذلك، يمكن أن يكون ضغط التجويف المنخفض ودرجة حرارة البوابة المرتفعة للغاية من أسباب العيوب.
العلاجات
ضغط أعلى ودرجة حرارة أقل ووقت تبريد أطول للسماح للجزء بالتبريد الكافي. تصميم قوالب ذات جدار رقيق لسهولة التبريد.
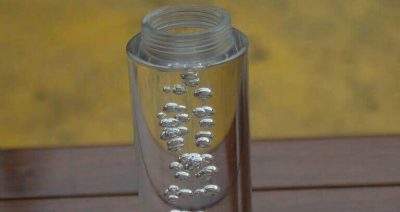
فراغات التفريغ
توجد فقاعات هواء في الأجزاء النهائية. على الرغم من أن الفقاعات الصغيرة والقليلة منها لا تضر بجودة المنتج، إلا أن الفقاعات الكبيرة والكثيرة ستضعف الجزء إلى حد ما.
المصدر: القولبة الإلكترونية
الأسباب
الضغط ليس مرتفعًا بما يكفي لدفع الهواء خارج القالب. وعلاوة على ذلك، يمكن أن يكون التبريد المفاجئ لسطح الجزء في القالب، بينما يتم سحب المادة المنصهرة بالداخل إلى الخارج في هذه الحالة. وعمومًا، كلما كان جدار المنتج أكثر سمكًا، كلما زادت سهولة الحصول على فراغات.
العلاجات
- قم بزيادة الضغط لإجبار الهواء على الخروج.
- تصميم القالب بسماكة جدار أقل من 6 مم.
- اختر مادة القولبة بالحقن ذات خاصية اللزوجة المنخفضة.
- خفض درجة حرارة القالب.
- يجب أن تكون بوابة العفن مصممة بشكل جيد لمنع الهواء من الدخول.
الخاتمة
كما تعلمت أعلاه، فإن عملية القولبة بالحقن معقدة، فإذا كنت بحاجة إلى صنع قالب جديد، فسوف تستغرق وقتًا طويلاً ومكلفًا. في العمل الحقيقي، يجب أن تفكر في جميع جوانب العملية قبل تطوير منتج جديد تمامًا.
إذا كنت بحاجة إلى أي منتجات قولبة بالحقن، يرجى اتصل بنا. بصفتنا أفضل شركة توريد في الصين، نحن جينغسورسينغ يمكن أن تقدم لك تصميم منتجات مخصصة، والعثور على مصانع موثوق بها بأسعار تنافسية، ومتابعة الإنتاج، وضمان منتجات عالية الجودة، وشحن المنتجات وتسليمها إلى باب منزلك.
اترك تعليقًا